
(1)機械を始動する前に、スクリーン面やファンに異物が付着していないか、固定具が緩んでいないかを確認し、プーリーを手で回してください。異常がない場合は、

音が鳴ったら起動できます。
(2)通常運転中、石除去機の供給物はスクリーン表面の幅に沿って連続的かつ均一に落下し続ける必要があります。流量調整は定格出力に基づいて行う必要があり、流量は大きすぎても小さすぎてもいけません。材料層の厚さが適切でなければならず、気流は材料層を貫通せず、材料を浮遊または半浮遊状態にします。流量が大きすぎると、作業面の材料層が厚くなりすぎて、材料層を貫通する気流の抵抗が増加し、材料が半浮遊状態に到達できず、石除去効果が低下します。流量が小さすぎると、作業面の材料層が薄すぎて、気流に吹き飛ばされやすく、上層の材料と下層の石の自動成層が破壊され、石除去効果が低下します。
(3)石除去機が作動しているときは、材料がスクリーンの表面に直接当たって懸濁状態に影響を与え、石除去効率が低下するのを防ぐために、バケット内に適切な穀物貯蔵所を設ける必要がある。
(4)機械の始動直後に材料が作業面を覆わずに気流が不均一になる現象を回避するため、事前に作業面に材料を薄く覆っておく必要があります。通常運転時には、作業面の幅方向におけるブランキング分布が均一であることを確認する必要があります。

(5)石除去機の風量調整は、作業面における材料の移動状態と出口における材料の品質を観察して行います。材料が激しく回転する場合は風量が多すぎることを意味し、材料が十分に緩んで浮いていない場合は風量が少なすぎることを意味します。このとき、出口材料にはまだ石が残っているため、適切な風量になるようにダンパーを適時に調整する必要があります。
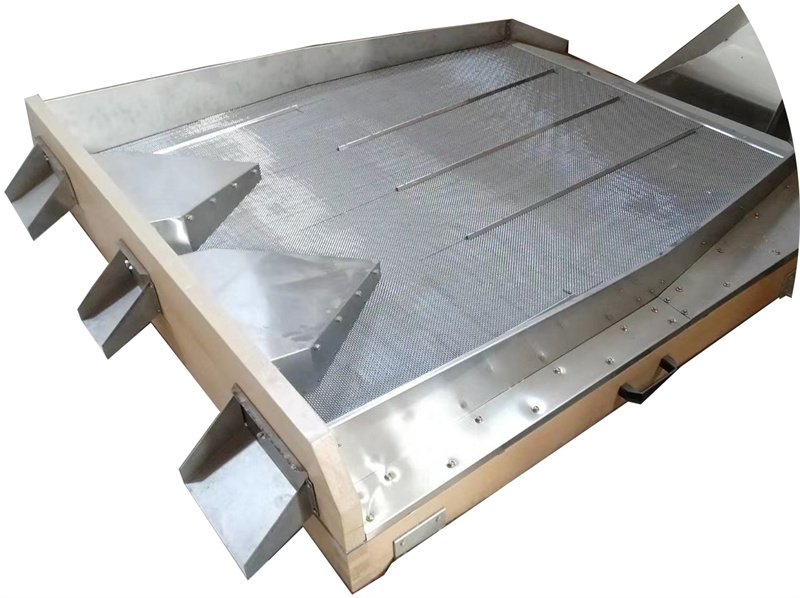
(6)石除去機の作業面の適切な傾斜角度は10°~13°です。傾斜角度が大きすぎると、石の上向きの動きに対する抵抗が大きくなり、選別室への速度が遅くなりすぎて、石の排出が困難になります。傾斜角度が大きすぎると、材料の下向きの流速も増加し、隣り合った石が穀物と混ざりやすく、一緒に機械から排出され、石がきれいに除去されません。傾斜角度が小さすぎると、その逆のことが起こり、材料が排出されにくくなり、作業効率に影響を与えるだけでなく、石の穀物含有量が増加します。したがって、作業面の傾斜は適切な範囲内に保ち、原料穀物に含まれる石の量に応じて調整する必要があります。原料穀物に含まれる石が多い場合は傾斜角度を適切に下げ、そうでない場合は傾斜角度を適切に上げることができます。そして、正味の穀物に石が含まれているか、石に穀物が含まれているかの状況に応じて、傾斜角度の調整が正しいかどうかを判断します。

(7)石抜きふるい板、空気均衡板、空気入口ドアは、空気の流れを妨げないようにする必要があります。ふるい穴が詰まっている場合は、ワイヤーブラシで掃除できます。ふるい板を平らに保つために、強く叩かないでください。ふるい板が摩耗している場合は、適時に交換し、両面隆起ふるい板は裏返して使用できます。(8)選別洗浄操作では、ふるい分けと気流洗浄の後ろに石除去機を配置し、前の洗浄プロセスで除去できなかった隣り合った石を取り除きます。洗浄および石除去機に大小の不純物が入ると、均一な供給に影響を与え、細孔を塞ぎ、石の除去効率が低下します。
(9)穀物中の石の含有量と石中の穀物の含有量を定期的に検査し、異常な状況が発見された場合には速やかに原因を究明し、相応の措置を講じる。
(10)石除去機は定期的にオーバーホールを行い、ベアリングは定期的に清掃と潤滑を行う必要があります。メンテナンス後は、まず空車で試験を行い、機械が正常に作動し、ステアリングが正しいかどうかを確認します。すべてが正常であれば、材料を投入して稼働させることができます。
投稿日時: 2022年11月15日






